中国不仅是一个粮食生产大国,而且是一个粮食消费大国,13亿人口,5.05亿多吨粮食,人均不到400公斤,粮食尚属于一个紧缺资源。要把5亿多吨粮食加工成大米、面粉、食品、饲料,则需大量的能源和产生大量的副产物,因此,资源节约、节能减排、综合利用仍是粮食加工业面临的重要课题。
“十二五”规划纲要提出:“面对日趋强化的资源环境约束,必须增强危机意识,树立绿色、低碳发展理念,以节能减排为重点,健全激励与约束机制,加快构建资源节约、环境友好的生产方式和消费模式,增强可持续发展能力,提高生态文明水平。”
为了贯彻上述精神,粮食行业协会提出了“节能减损适度加工”的呼吁,要求“到2015年粮食加工业单位产值能耗比2009年降低20%左右,单位工业增加值用水量降低30%。单位产值二氧化碳排放量比2005年降低20%,建立“安全、营养、低耗、绿色、生态”的现代粮食加工体系”。
稻谷适度加工与品质、营养、节能,适应了上述要求,将为推进粮食加工业坚持科学发展,加快转变经济发展方式,调整产业结构,改变“过度加工”、片面追求“精”、“细”、“白”的过度消费倾向”,坚持按标准加工,引导科学消费具有重要的现实意义。
1 现状分析
根据国家粮食局流通与科技发展司编写的“2011粮油加工业统计资料”有关大米加工业生产经营主要经济指标数据分析如下。
1.1 出品率
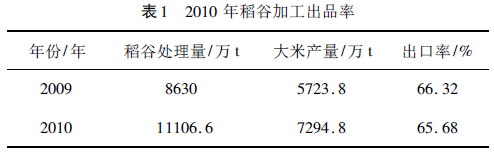
2010年度大米加工业实际处理稻谷11106.6万t,大米产量7294.8万t,出品率65.68%。与2009年比较,处理量增加28.72%,大米产量增加27.45%,出品率降低0.64%(见表1)。
1.2 产品结构
2010年度随着GB 1354—2009《大米》国家标准的修订和实施,大米品类和等级的进一步细化,人们“营养与健康”消费理念的提高,一级以上大米的消费比重有所降低,但仍占80%;二级大米消费比重有所上升;三级、四级大米重新进入市场,但比重仅占5%,具体见表2。

1.3 能源消耗
2010年度,大米产量7294.8万t,耗电358260.7万kW·h,耗水726.2万t,耗煤181.3万t,平均加工每吨大米电耗49.11kW·h,水耗0.10t,标准煤耗0.025t,与2009年度比较电耗有所降低,水耗、标准煤耗有所增加,具体见表3。

1.4 经济效益
2010年度大米企业工业总产值2805.0亿元,产品销售收入2875.1亿元,利税总额68.10亿元,其中利润53.0亿元,利润率1.84%,与2009年度比较,降低了0.11%,见表4。

纵观上述大米加工业的各项主要的经济指标:出米率偏低(65.65%),产品精度偏优(一级以上超过80%),能源消耗偏高(平均加工每吨大米电耗49.11kW·h),企业经济效益微薄(年纯利润率仅为1.8%)。面对着我国粮食产销紧平衡和人们消费观念的变化,稻谷适度加工和节能降耗仍须努力。
2 稻谷适度加工
2.1 稻谷适度加工的质量标准
从我国目前稻米生产的多样性和消费的多元化考虑,应有一个统一的评价标准。在现阶段,稻谷的适度加工即:严格按照既定的现行大米国家标准(GB 1354—2009)进行加工。既要避免“超标准”的“过度”加工又要防止“不达标”的粗放加工,减少可供食用部分资源的流失,降低因过度加工而带来的能源消耗,防止有害杂质混入和超标而带来食用安全隐患。
为了适应多元化的不同消费需要和指导有效生产及合理消费,2009年国家对大米标准进行了修订,并于2009年3月28日发布,2009年10月1日实施。GB 1354—2009大米国家标准,细化了大米的品类和分级,适应了不同消费的需求。
2.2 稻谷适度加工可适度保留营养素
稻谷一般含有18%~20%的颖壳(稻壳)、1.2%~1.5%的果皮和种皮、4%~6%的糊粉层、66%~70%的胚乳、2%~3.5%的胚。而60%以上的营养素都积聚在10%的糠层和胚芽中。追求口感和精度,这些丰富的营养素就在加工中被碾脱成为副产物;而从维护食物营养要求则希望最大限度地将其保留。为此,从现有标准的等级产品中权衡比较,折中考虑,倡导扩大加工和食用一级以下大米,符合营养与节能降损要求。
按照标准规定:一级大米精度为背沟无皮,或有皮不成线,米胚和粒面皮层去净的占90%以上;二级大米精度为背沟有皮,米胚和粒面皮层去净的占85%以上;三级大米精度为背沟有皮,粒面皮层残留不超过1/5的占80%以上;四级大米精度为背沟有皮,粒面皮层残留不超过1/3的占75%以上。
加工三级大米,胚部分可以做到较好部分保留或达到80%,营养价值显著提高,对食感影响并不大。根据有关研究报道:大米加工精度与营养素含量呈负相关。大米加工精度越高,留皮留胚越少,营养素损失越大,见表5。
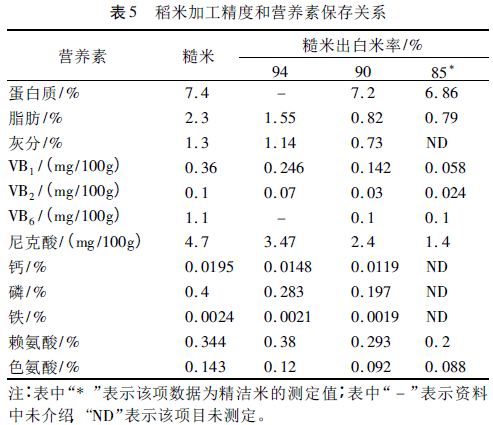
由表5看出,过度的追求精度,势必带来出品率的降低,营养成分的损失。因为皮层和胚的总含量为10%左右,糙米出白米率90%,表明米胚和米粒皮层已经基本除掉,达到一级米精度的要求;而糙米出白米率降到85%的精洁米就属于超标准的过度加工,势必伤及胚乳中淀粉和蛋白质,使营养素含量大大降低。糙米和精白米营养成分的比较见表6。

2.3 倡导“稻谷适度加工”有益健康
转变“食不厌精”的传统观念,提高对科学消费的认识。我国目前人均GDP已达到1000美元以上,恩格尔系数低于50%。人均GPD由1000美元增至3000美元的阶段,是居民膳食结构发生迅速变化与转型的时期,又是诸多营养与营养相关的疾病的高发阶段。具体反映在,营养缺乏、失衡与过剩等所引起的肥胖症、高血压高血脂、心脑血管疾病、糖尿病、骨质疏松、脂肪肝、痛风病、肾脏疾病等的发病逐年攀升,发病年龄在不断提前。
据有关报道,2002年我国高血压的患病者总人数已达到1.28亿,而且每年还以350万~400万人的速度逐年递增。目前糖尿病人数为2380万,心脑血管疾病的发病率已达人口总数的15%左右,即近2亿人,每年因心脑血管疾病死亡人数达260万,占世界总死亡人数的1/5左右。我国目前与膳食有关的癌症已占所有癌症的60%,如食道癌、胃癌、乳腺癌、胰腺癌等。
现代的膳食结构,倡导“平衡膳食”、“粗细搭配”。合理的膳食结构要求保障合理的营养素摄入量。《中国食物与营养发展纲要(2001~2010年)》提出,“人均每日摄入能量为2300kcal(供给能量为2600kcal),其中80%来自植物性食物,20%来自动物性食物;蛋白质77g,其中30%来自动物性食物;脂肪70g,提供的能量占总能量的25%;钙580mg,铁23mg,锌12mg;维生素B1 1.2mg,维生素B2 1.4mg,维生素A 775μg。”
大米是人们一日三餐的主食,根据中国营养学会建议的膳食摄入量,主食(大米)提供的各种营养素见表7。
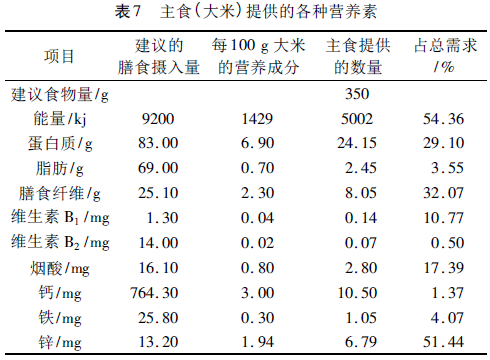
由表7看出,表中大米属于精白米,提供的各种营养素在膳食中占总需求的比例显著降低。因此,倡导大米的适度加工,改变盲目的追求精度,引导人们合理的消费,不仅是一个加工技术问题,而且是一个关系到改善国民营养,促进城乡居民健康水平提高的社会发展问题,应引起人们的重视和社会的关注。
3 节能降耗
3.1 适度加工可起到节能降耗的作用
近几年来不少大米加工企业和有关科研院校,在这方面开展了一些研究,现选录有关成果介绍如下:
3.1.1 2005年江苏苏州湘城米厂金增辉工程师对同一地区类型的10个米厂进行电耗调查和技术测定,并提出了研究报告。米厂生产规模均为80t/d;10个米厂测得的大米耗电量见表8。
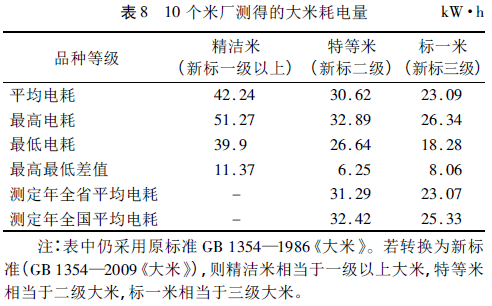
由表8看出,所测的10个米厂的电耗平均值都低于国家二级企业的米厂的耗电量考核指标,低于全省、全国的平均指标。不过,各厂之间的差距也很大,表明碾米节能降耗大有潜力可挖。
2011年8月从湖南金健米业取得的资料获悉,该公司加工不同品种、不同等级大米的有关出米率、电耗指标要求见表9。

由表9看出:品种不同,出米率各异,例如晚籼与晚粳,相同等级各差3%,同一品种各级之间相差1%;电耗:早粳与晚粳相同等级各差2kW·h;晚籼与晚粳,等级之间加工等级降低一级电耗相差5kW·h;早粳与晚粳,相同等级加工晚粳比早粳电耗高2kW·h;早籼与晚籼,同为特等,晚籼比早籼加工电耗高2kW·h。
表8~表9说明:追求精度、等级提高、电耗增高,出米率降低。如表8所示加工精洁米(即新标一级以上大米)的电耗高达51.27kW·h,加工特等米(即新标二级米)电耗都在30kW·h以上,降低一级平均电耗减少7.53~11.62kW·h;表9所示除了晚粳外出米率都低于70%。降低一级出米率提高1%。
3.1.2 上海海丰米业有限公司江苏大丰海丰农场米业基地分公司李维强工程师,结合米厂的生产实践,进行了深入研究,对节能降耗提出了较全面的研究报告。其主要内容摘要如下。
3.1.2.1 正确的掌握加工精度据对全国大米标样碾制的原始数据统计分析,每当糙米出白率降0.3%~0.5%,也就是精度提高相应幅度,其碾米耗电量要增加1.5%~2.3%。一旦出机大米低于标准,如果回机重碾,回机大米耗电量至少要增加4%~6%。
目前有的企业为了达到精加工,工艺上采用双抛光甚至三抛光,据测算:采用双抛光串联工艺,增加了1台抛光机,即45kW(平均),同时配套独立风网风机11kW(平均),如果不计算增加1台提升机的耗电,则年新增电耗为(56kW·h×300d×12h)201600kW·h。
采用两道抛光与一道抛光的经济成本与效益对比,以日生产杂交米100t的工厂为例,如果以每年生产2万t大米计算,增加一道抛光增碎1%,将损失200t大米,以碎米与整米的差价每斤1.0元计算,则损失人民币40万元。增加一道抛光机同时将产生0.5%糠粉,将损失100t大米,以糠粉与整米的差价每斤1.2元计算,则损失人民币24万元。
3.1.2.2 选用先进工艺与设备该报告介绍:胶砻耗电量要占电耗的6%~10%,砻谷工段电耗占总电耗的30%~45%,米机耗电量占总电耗45%~55%,因此,大米加工节能重点在此二段。
(1)在砻谷工段选用聚氨酯砻谷辊代替橡胶辊,提高线速,降低辊间压力,掌握合理而稳定的脱壳率,经测验:加工粳稻36型胶磨的时产可达5.56t,接近理论产量,砻谷电耗仅1.08kW·h,降幅达35.33%。
(2)采用新型变频振动喂料气压自动砻谷机,在清理砻谷两大工序的全部设备不变时可提高40%的产量,以日产100t米厂为例,在前路设备不变、耗电不变的情况下(一般以前路120kW),按每天生产12h计算,年可节电117504kW·h。
(3)米机的选择从机型看:立式米机优于横式米机;喷湿米机优于喷风米机;喷风米机优于普通米机;轴向出米机好于径向出米,而轴向出米大圆盘出米为优。横向米机中双辊米机好于单辊米机。立式米机中逆流式与顺流式相比可以节省多机碾米过程中提升设备。选用工艺性能先进的设备,利于降低装机容量。
(4)在碾米工段,碾米机的功率也要控制,在符合成品米要求和提高出米率的前提下,工艺走向与设备配备一定要注意节能。一般生产粳米工艺为砂辊→铁辊→铁辊喷风→白米分机→抛光→色选,即可生产健康米。生产杂交籼米的工艺则为砂辊→砂辊→铁辊喷风→白米分级→抛光→色选。有条件的大中型制米企业可采用双色选机串联使用,抛光前、后各一道色选。在保证精度的基础上,提高光洁度、脱皮均匀度和白度。米机的操作应充分注意降低碾米机增碎,提高出机米整齐度。精洁米的碎米率限值为5%(其中小碎米0.5%)。
3.2 加强动力设备管理
对动力设备采用节能措施,如选用先进节能的电机,配置合适容量的变压器,合理调节风机参数和电机电流。建立有效的管理程序,完善设备管理体系,精心保养设备,提高设备完好率。加强产品质量检验和设备功率检测,合理选用原料,挖掘节能潜力。研发和推广节能新技术,如清理设备大量应用循环风,特别是采用国内创新研制成功的沉降与过滤相结合净化回风的循环风去石机,降低清理车间风机耗电;低压脉冲除尘器采用三叶罗茨鼓风机集中供气,提高滤袋反吹清理力度,降低风网阻力损耗和风机用电;采用新型的窄V带替代普通V带,其传动效率可提高2%~5%,而改用同步带或尼龙片基带,还有可能取得更高的传动效率。
4 改善食用品质
大米作为一日三餐的主食,营养、好吃、方便是人们新的追求,也是适度加工的要求。近些年来,不少科研院校和加工企业在改善大米的食用品质方面进行了很多研究和产品开发,也有一些产品投放市场,如发芽糙米、食用糙米、蒸谷米、留胚米、免淘米、营养强化米等,市场的认可度和销售情况都不够好,都有待深入地研究与开发。
从现实的生产情况看,加强配制米的研究开发较有市场前景。故本文主要就国内有关这方面的研究成果简要介绍如下。
4.1 配米的一般形式
4.1.1 新米、陈米搭配。如陈米食用品质较差,无新鲜大米香味,如果在陈米里搭配一定数量米香浓、糯性好的新鲜大米,可以改善和提高陈米的食用品质。
4.1.2 普通大米和香米的搭配。普通大米里搭配一定数量的天然香米,可使整个米具有天然香米的香味,有利于产品的销售和提高产品价格。
4.1.3 整米和碎米的搭配。根据客户对碎米含量不同的要求,进行整米和碎米的搭配调质,米厂应加强白米分级工序,使白米分级准确,才能使搭配后的碎米含量准确。
4.1.4 专用米的配制。根据食品产品的加工要求,将色米、香米、名贵特色米进行搭配,以满足某种专门要求。
4.2 配米的技术要求
4.2.1 配制米的生产首先必须建立在充分掌握各种大米特性,了解消费者对大米食用品质不同要求的基础上,通过品种之间的配比组合淀粉结构和蒸煮特性、以及理化成分的分析、食味的评价,提出科学合理的配制方案。
4.2.2 配制米一般情况是采用2~3种不同品种的大米按照一定比例加工生产。在配方米加工中选取的品种要严格挑选。米粒大小、形状、透明度、垩白大小和垩白粒率等外观应基本一致,并符合标准规定要求。
4.2.3 若以优质米或食味好的大米为主料、食味差的米为辅料,试验表明,辅料品种含量在30%以内,其配方米食用品质与主料品种有明显改变。
4.3 直链淀粉含量对食味有着重要影响
稻米中含有90%的淀粉物质,而淀粉包括直链淀粉和支链淀粉两种,淀粉的比例不同直接影响稻米的蒸煮品质,直链淀粉黏性小,支链淀粉黏性大。一般稻米直链淀粉含量17%~23%,蛋白质含量7%~9%,胶稠度60mm以上,粗脂肪含量0.3%~0.5%,直链淀粉含量偏低、蛋白质含量低、胶稠度软和粗脂肪含量高的稻米,其蒸煮与食用品质较好。优质配制米蒸煮后应有清香、饭粒完整、洁白有光泽、软而不黏、食味好、冷后硬。稻米的卫生指标要符合国家GB 2715—1981《粮食卫生标准》。
4.4 配米的工艺与设备
4.4.1 配米工艺 配米工序的工艺流程可与生产车间的主流程相结合,也可单独设置配制米生产车间,其工艺流程如图1所示。
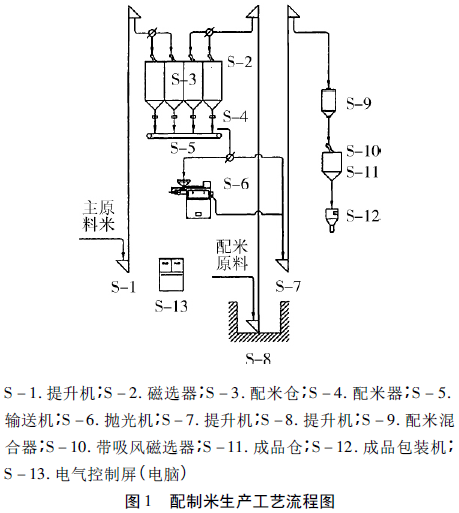
配米主原料(主流程大米)由主提升机输送至主原料配米仓储存,配米辅原料(需配入的各种大米或杂粮等)由辅提升机输送至辅原料配米仓储存,以保证配米生产过程的连续和流量稳定。配米仓的仓容大小可以根据配制米的生产量来确定。生产配制米时,从各配米仓中流出的大米,通过流量控制设备按事先设定的配制比例控制各种大米的流出量,再由配米混合设备均匀后,经磁选进行成品打包。
由于生产配制米的各种原料要求不完全相同,因此,在流程中设置抛光机,用于对配制好后的配制米进行抛光,确保配制米成品外观光亮整洁,进一步提高配制米的商品价值。对于要求不高的配制米可不经过抛光直接进行打包。
对于专门生产配制米的生产工序,则单独编制程序进行控制。生产时,事先设定好需要配入原料的配米仓仓号和配制数量,由计算机PLC(可编程序控制器)来进行控制,确保配制比例准确,稳定可靠,并能动态显示生产情况,打印生产报表等。
4.4.2 配米设备 生产配制米的关键设备是流量控制设备和配米混合设备。
(1)流量控制设备流量控制设备的作用是根据配制比例控制各种米的流量,确保各种米的配入比例精确。在实际生产过程中,流量控制设备大多选用颗粒物料流量控制器和容积式配米器。颗粒物料流量控制器是一种动态的电子智能设备,能在生产过程中控制与自动称量物料,具有控制准确、称量精度高、工作稳定、操作简便等优点,是理想的配米生产设备,但价格较高,适用于生产配米精度要求高的配制米。容积式配米器可以通过调整转速来改变配米流量的大小,具有操作简单方便、设备造价较低等优点,配米精度相对颗粒物料流量控制器要差一些,但也能够达到配米要求,因此,适用于生产配米精度要求不是很高的配制米。目前,这两种配米流量控制设备在国内均有生产销售。
(2)配米混合设备配米混合设备的作用是将不同的配米原料在配米混合机内充分混合均匀,同时,在混合过程中应尽量保持米粒的完整、减少碎米的产生。因此,在饲料加工工艺中所采用的搅拌式混合机,不适用于生产配制米,因为这种混合机在搅拌过程中容易产生碎米。滚筒式混合机可以用于生产配制米,但在混合过程中容易使米粒表面摩擦起毛,影响米粒的光洁程度,若配制米在打包前不经过抛光工序进行表面处理,将会影响配制米的成品质量。因此,配米混合设备的选用非常重要。在实际生产过程中,总结各种配米混合设备的优点,研究开发出了一种新型高效的配米混合设备——ZMP配米混合器,经过生产实践的考核,其混合均匀,变异系数小(CA<20%),几乎不产生碎米(增碎率<0.1%),不需要任何动力。
(3)成品包装配制米在成品包装前应选择带吸风机的磁选设备,一方面将配制米生产过程中产生的米屑或糠粉除去,另一方面将混入成品配制米中的金属杂质除去,以确保成品配制米的纯度和质量。配制米产品包装以小包装为主,也可真空包装,真空包装能有效地延长货架时间和保持大米的新鲜度。
加强配制米的技术研究与开发,是改善大米营养食用品质、开发适销对路新品或各种专用米的一条有效的加工途径。
 首页
首页
 本院概况
本院概况 综合资讯
综合资讯 科学研究
科学研究 条件平台
条件平台 成果转化
成果转化 人才队伍
人才队伍 合作交流
合作交流 党建文化
党建文化
 综合资讯
综合资讯 科研动态
科研动态
 时政要闻
时政要闻 合作交流
合作交流 行业报道
行业报道 专家视点
专家视点 党建文化
党建文化